Potentiale der dynamischen Strahlformung

Die Entwicklung von Lasern für die Materialbearbeitung hat in den letzten 10 Jahren zu einer stetigen (CO2-Laser) bzw. rasanten (Scheiben- und Faserlaser) Verbesserung der Strahlqualität geführt. Fokusdurchmesser von 150 µm und weniger - auch bei hohen Laserleistungen - sind heute Stand der Technik.
Eine hohe Strahlqualität hat nicht nur Vorteile!
Zum Beispiel: Für das Schweißen von Bauteilen mit Spalt- und Lagetoleranzen von 100 µm und mehr sind die meisten der aktuellen Laser ohne zusätzliche Maßnahmen im Bereich der Strahlformung nicht mehr einsetzbar.
Auch der flexible Einsatz einer Strahlquelle für die unterschiedlichsten Anwendungen ist ohne dynamische Strahlformung nur eingeschränkt möglich.
Möglichkeiten der statischen Strahlformung

Die zunächst als am einfachsten erscheinende Methode den Spotdurchmesser durch Defokussierung zu vergrößern erweist sich in der Praxis meist als nicht zielführend. Da man sich hierbei außerhalb des Tiefenschärfenbereiches der Fokussieroptik befindend, führen bereits kleinere Abweichungen der Fokuslage zu deutlichen Änderungen der Leistungsdichte und damit zu Schwankungen der Schweißtiefe.
Auch sind die Möglichkeiten damit bei CO2-Lasern größere Nahtbreiten einzustellen sehr begrenzt. Bei einer Defokussierung auf einen Spotdurchmesser von 0,8 mm reichen auch 4000 W Laserleistung nicht mehr aus um eine ausreichende Leistungsdichte für die Tiefschweißung sicherzustellen.
Eine auch heute noch verbreitete Methode ist die Aufteilung des Laserrohstrahles in zwei oder mehr Teilstrahlen mit einer Doppel- oder Mehrfachfokusoptik. Sofern man mit einer konstanten Abbildung arbeiten kann ist diese Methode relativ einfach und damit preiswert. Für größere Flexibilität gibt es derartigen Optiken auch mit der Möglichkeit die räumliche Anordnung der meist zwei Spots zu verändern.
Bei Scheiben- und Faserlasern kann man den hochbrillianten Ausgangsstrahl in eine „Arbeitsfaser“ mit größerem Innendurchmesser führen und mit entsprechend angepasster Kollimation/Fokussierung einen für die jeweilige Anwendung geeigneten Spotdurchmesser einstellen.
Wichtige Nachteile dieser Lösungen sind bei Doppel- oder Mehrfachfokusoptik die damit verbundene hohe Absenkung der Leistungsdichte mit unmittelbarer Auswirkung auf Schweißgeschwindigkeit und Produktivität. Bei Einsatz einer „Arbeitsfaser“ kommt hinzu, dass das vorhandene Anwendungspotential nicht mehr voll genutzt werden kann.
Als - hinsichtlich des Produktivitäts- und Anwendungspotentials - zweifelhafte “Notlösung” sind Maßnahmen zur Strahlformung im Laserresonator (z.B. Donut- statt Gaussmode beim CO2-Laser) anzusehen.

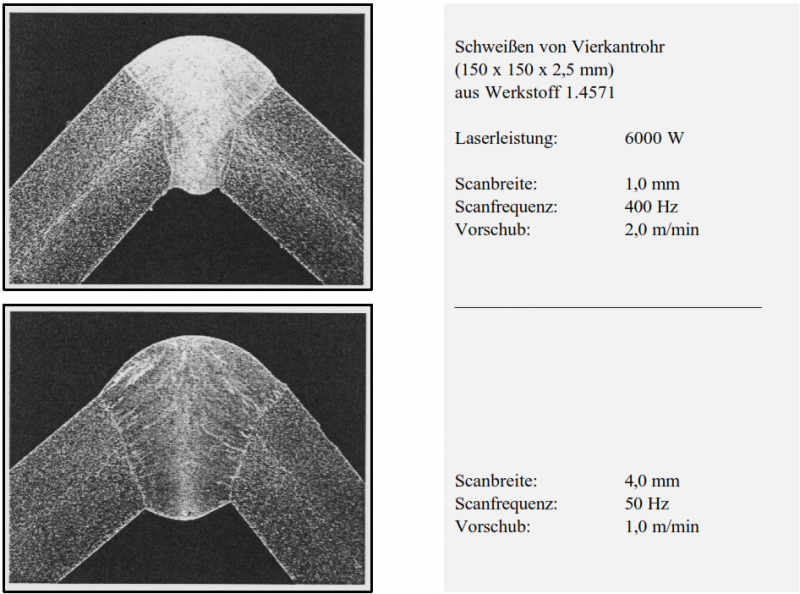
Mit einem Linienscanner kann durch „Dynamische Strahlformung“ und/oder Strahlführung die Nahtbreite unabhängig vom Spotdurchmesser in weiten Grenzen variiert werden.
Je kleiner der Spotdurchmesser, desto größer die Flexibilität – selbst bei kleinen Laserleistungen.
Die zugehörige Leistungsdichte wird aus den Eingabegrößen: Laserleistung, Spotdurchmesser und Scanbreite berechnet. Um die Homogenität der Schweißnaht sicherzustellen, müssen Scanfrequenz und Linearvorschub so aufeinander abgestimmt sein, dass eine ausreichende Überlappung der Schmelzlinie erreicht wird.
Bei Nutzung des Linienscanners zur Strahlformung muss die mittlere Leistungsdichte entsprechend der vorgesehenen Anwendung (Wärmeleitungsschweißungen, Tiefschweißung, etc.) eingestellt werden.
Beim Einsatz zur Strahlführung bestimmt die Leistungsdichte im Spot die Art der Wechselwirkung.